
 Vakuuminjektering
Vakuuminjektering
Med kompositer menas konstgjort sammansatta material, där de ingående materialen tillsammans bildar ett konstruktionsmaterial.
Den enklaste kompositen är laminatet. Ett laminat består av fibrer impregnerade med en matris. Laminatets egenskaper bestäms bland annat av de ingående materialens egenskaper. Fibrerna utgör armering och matrisen är bindemedlet som håller armeringen på plats.
För att fiber och matris skall samverka, så att pålagda laster till fullo kan tas upp i armeringen, är det nödvändigt att vidhäftningen (fiber-matris) är perfekt.
För det första skall matrisen ha så låg ytspänning att den kan väta fibern, fibern skall dessutom vara behandlad för den matris den skall samverka med.
Glasfiber förses med en ytbehandling, en så kallas sizing. Om matrisen är epoxi, så skall sizingen vara anpassad för epoxi. En felaktig sizing kan ge dramatiskt försämrad hållfasthet. Kolfiber avsedd för epoxi är som regel överdragen med ett tunt skikt av epoxiharts. Aramid och polyesterfiber har ingen sizing.
Generellt är det viktigt att fiber lagras torrt och på ett sådant sätt att de inte förorenas.
Mängden fibrer i en komposit är en viktig faktor för egenskaperna. För glasfiber anges ofta fiberhalten som viktprocent av kompositens vikt. Medan kol-, aramid- och polyesterfiberhalten anges i volymprocent. Glasfiberhalten är lätt att mäta genom att helt enkelt väga en bit komposit, bränna bort matrisen och väga glaset som oförstört blir kvar. Halten organiska fibrer kan inte bestämmas genom bränning, men kan beräknas om man känner ingående materialdata.
Matrisen bör ha vissa fundamentala egenskaper för att kompositen skall bli det konstruktionsmaterial som var tänkt.
Förutom förmågan att väta och häfta till fibrerna, så skall det också finnas goda mekaniska egenskaper. Det är t.ex. viktigt att matrisen har en brottöjning som medger en deformering som är minst lika stor som den använda fiberns. samtidigt bör matrisen ha en hög styvhet, dvs. en hög E-modul.
Matrisen skall inte vara spröd, dvs. brista tvärt vid uppnått värde för drag eller böjhållfasthet. En viss plastisk deformation är önskvärd. Epoxiplast kan som regel, rätt formulerad, ges de egenskaper som önskas.
Man skiljer mellan rumstemperaturhärdande och värmehärdande system. Båda typerna kan ges höga mekaniska hållfastheter, men skillnaden ligger främst i värmebeständigheten. Tg (Glass Transition Temperature) eller HDT (Heat Deflection Temperature) för rumstemperaturhärdande system når som högst 60 – 70° C. Vissa värmehärdande system kan klara upp till 250° C.
Kompositmaterial kan tillverkas på flera olika sätt.
Handuppläggning är en vanlig metod som innebär att matrisen appliceras för hand på fiber, Vertyg är normalt roller eller pensel. Handupplagda laminat har som regel ett överskott av matrisen och blir sällan helt porfria. Med hjälp av vakuum kan överskottet av matris samt luftblåsor avlägsnas. På detta sätt ökas draghållfastheten.
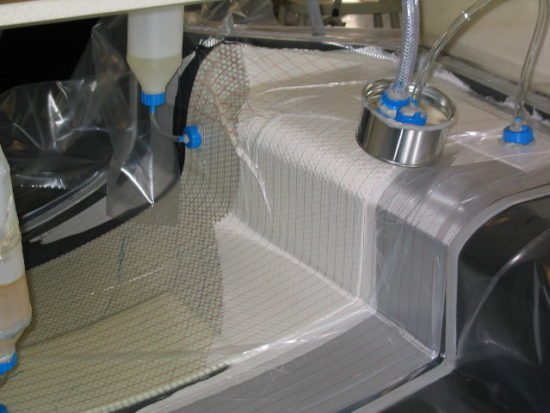
Vakuuminjicering. Metoden innebär att matrisen injiceras i den i formen upplagda fibern. Formen kan bestå av två delar eller en del där innedelen utgörs av plastfolie. Metoden är väl ägnad för serieproduktion. Arbetsmiljömässigt är det också en bra metod eftersom man slipper kontakt med matrisen.
Prepreg är förimpregnerade fibrer. Oftast köps prepreg färdigt, men impregneringen kan även göras i samband med tillverkning av kompositen. Fördelen ligger till stor del i att förhållandet mellan matris och fiber är kontrollerad. Prepreg skall alltid värmehärdas. Hållbarheten är begränsad eftersom matrisen har en viss reaktivitet även i rumstemperatur. Förvaring i frysrum är en vanlig rekommendation.
Filament Winding
Filament Winding är en metod att med precision applicera förimpregnerad fiber på en roterande form (mandrel).
De epoxisystem som använd kännetecknas av lång potlife och låg viskositet. Systemen värmehärdas alltid.
Valet av fiber i kompositen görs efter de önskade egenskaperna
Glasfiber är kanske den vanligaste fibern i kompositsammanhang. Den rena fibern har en draghållfasthet på ca 3400 MPa (E-glas), men glas är i realiteten en mycket högviskös vätska och har en töjbarhet på ca 4,5 %. Detta innebär att glasets elasticitetsmodul (E-modul) vid drag blir relativt låg. Ett riktvärde på E-modulen är ca 75 GPa. Glas har också en relativt hög densitet, ca 2,6 g/cm3.
Aramidfiber har en något lägre draghållfasthet än glas, men töjningen är mindre varför E-modulen för ett laminat med denna fiber blir högre än för glas. Töjningen ligger på ca 2,5 % och E-modulen vid drag på ca 115 GPa. Aramidfiber har en bättre böjlighet än t ex. glas. Laminat med aramidfiber kännetecknas av en mycket hög slaghållfasthet. Fibern är svår att skära och klippa. Densiteten är ca 1,45 g/cm3.
Kolfiber har blivit mycket populärt i laminat på grund av den mycket höga styvhet som kan uppnås. Kolfiberns töjning ligger mellan 0,6 och 2,1 %, och detta sammantaget med en draghållfasthet på ca 4000 MPa, ger en E-modul i storleksordningen 400 GPa. Kolfiber är elektriskt ledande vilket kan vara en nackdel i vissa applikationer. Densiteten är ca 1,77 g/cm3.
| Fiber |
Draghållfasthet |
E-modul (GPa) |
Densitet (g/cm3) |
| E-glas |
3450 |
73 |
2,6 |
| R-glas |
4400 |
86 |
2,55 |
| Standard kolfiber |
3400 |
235 |
1,77 |
| High Strain kolfiber |
4900 |
230 |
1,8 |
| Intermediate Modulus kolfiber |
4100 |
295 |
1,77 |
| High Modulus kolfiber |
4410 |
377 |
1,77 |
| Ultra High Modulus kolfiber |
3290 |
540 |
1,93 |
| High Modulus aramid |
3150 |
115 |
1,45 |
De värden som angivits för olika fibrer gäller för en enda ren fiber. Fiberknippen i ett laminat ger andra värden beroende på t.ex. matrisens vidhäftning, parallelliteten hos fibrerna, luftinneslutning mm.
Dragstyrka och töjning på olika fibrer
Fibrers längdutvidgningskoefficient 10-6 °C-1
| Längs fibern | Tvärs fibern | |
| E-glas |
5,4 |
5,4 |
| R-glas |
1,6 |
1,6 |
| Kolfiber |
-0,6 – -1,6 |
7 – 10 |
| Aramid |
-4,3 |
41 |
Glasfiber är ett isotopt material med samma egenskaper i alla riktningar. Kol- och aramidfiber har en negativ längdutvidgningskoefficient i längdriktningen,